
Back by popular demand, the Machir Bay Cask Strength is set for it’s latest edition! With new look packaging, the cask strength release will be hitting shelves just in time for the cold winter nights.
Delayed from its scheduled release last year, the 2021 Machir Bay Cask Strength is finally here (in 2022). This limited edition is made using the same vatting recipe as our regular Machir Bay bottling however rather than reducing the strength to 46% abv we have released a limited number of bottles at cask strength; 58.3% abv. The higher abv allows for the quality and intensity of the Kilchoman spirit to shine.

“Machir Bay at cask strength has such intense flavours, the tropical fruit on the nose jumps out of the glass and the citrus sweetness on the palate is so concentrated and powerful. Cask strength whiskies are such a pure representation of a distillery and maturation, they are hard to beat.”
Anthony Wills, Kilchoman Founder.
Machir Bay Cask Strength will be available from your regular Kilchoman stockists around the world from this week.
For more information email info@kilchomandistillery.com
Click here to become a Kilchoman Club Member and be one of the first to hear about all our future releases and other news from the distillery.

What are the differences between Scotch, Bourbon and Rye?
The most obvious difference between these different styles of whisk(e)y is the spelling, with Bourbon and Rye using whiskey with an ‘e’ whilst Scotch whisky does not use an ‘e’. Aside from the spelling there are a multitude of differences between these iconic spirits; everything from ingredients to production processes and aging.

Let’s start with Scotch. Scotch is whisky made in Scotland. All Scotch whiskies need to follow a strict process of production which requires grain, or malt, or both, to be mashed and fermented at the distillery by the simple pitching of yeasts, to then be distilled no higher than 94.8 percent ABV to retain the flavours and aromas of the primary ingredients.
The aging/maturation of Scotch whisky must be done in Scotland, in oak barrels not exceeding 700 litres, for a minimum of 3 years and one day. And must be bottled at a strength no lower than 40% abv.
There are four distinct subcategories of Scotch whisky; Single Malt, Blended Malt, Single Grain and Blended.
- Single Malt whisky must be distilled in batches at one distillery, from malted barley.
- Blended malt whisky is a combination of two or more single malts whiskies.
- Single Grain whisky is distilled at a single distillery however it is typically made from unmalted cereals (usually winter wheat and maize).
- Blended whisky is a combination of whisky made at both single malt and single grain distilleries.
Bourbon is an American distillate. Whilst scotch can be made with a variety of grains, Bourbon must be made with a minimum of 51% corn, which makes it sweeter than most scotches.
Other grains like barley, wheat, and rye make up the rest of the ‘mash bill’ (the mix of fermented grains that are distilled into whiskey). These cereals have different influences on the final character of the spirit, for example an increased proportion of Rye in the mash bill provides a spicy note, while wheat and corn provide a softer, sweeter note.
As the name suggests, Rye whisky is predominantly made from Rye, a grain related to both wheat and barley. Contrary to Bourbon, which is deeply rooted in southern American states, Rye whisky has originated in the northern states and Canada. Though regulations require a minimum 51% Rye in the mash bill, ratios of rye to corn can be as high as 9:1. The use of Rye give the whiskey a distinctly spicy and peppery profile compared to Bourbon.
Distillation
The distillation of most Bourbon, Rye and Blended Scotch whisk(e)y are similar, typically using column distillation to create a light spirit in a cost-effective manner. Single Malt scotch whisky however is batch-distilled in copper pot stills, typically twice, allowing the distiller to collect a broader range of flavours and aromas.

Aging
With any whisk(e)y, Scotch, Bourbon or Rye, much of the flavour is derived from the aging process, when the liquid extracts flavour from oak casks over years or even decades of maturation.
While there are some exceptions, the majority of Bourbon and Rye whiskies are matured in new, charred oak barrels. For this reason, both Bourbon and Rye whiskies tend to be sweeter than Scotch, with caramel, vanilla, maple, roasted coffee and dark chocolate flavours dominant.
Scotch whisky regulations are more flexible in this aspect. Whilst ex-bourbon and ex-rye barrels; used once by Bourbon and Rye distillers then sold to Scotch producers, are the most prevalent type of barrel used for the maturation of Scotch whisky, Scotch distillers can choose from almost any barrel previously used to mature wine of spirit.
This ability to employ an innumerable number of different cask types; sherry, cognac, wine, rum, port, to name just a few, Scotch distillers are able to impart a broader spectrum of flavours into their whisky as it matures. This is evident when comparing Kilchoman releases such as Machir Bay, predominantly ex-bourbon cask matured, with sherry matured Loch Gorm or our Madeira Cask Matured release earlier this year.
Minimum ageing periods also differ each side of the Atlantic, Bourbon and Rye must be matured for a minimum of 2 years whilst Scotch needs to be aged for a minimum of 3 years. Many whiskies are matured for 10, 20 or even 50 years.

The general feeling looking back on the 2022 barley crop, is one of success in the face of typically unpredictable Islay weather.

We ploughed and sowed 138 acres of barley by the 26th of April. The soil was cooler than we would have liked but the ground was good and dry, giving the barley a decent seed bed, essential for plant establishment and germination.
The weather on Islay, as many of you will know, doesn’t always do as you would hope, and after we had sown the barley we had a period of rain. Despite this the barley germinated well.
There was plenty of news coverage this year of drought and record temperatures in England… you won’t be surprised to hear that we managed to miss the good weather the mainland was having!

Despite the sun not providing quite as much heat as we’d like, the barley ripened nicely, and we got the first fields combined on the 31st August, harvesting approximately 40 acres. The barley was in good order at this point, presented to the combine; standing upright, allowing the combine to progress easily through the field. Moisture levels were excellent at 17%…
…then came the rain… two weeks of it.
The bad weather did do some damage, in some areas grains had come away from the plant and patches of the crop were lying down flat (due to deer*, wind and rain) BUT, thankfully, most of the barley was still in good condition. Despite what Islay Heads described as a ‘tangled mess” in some particularly exposed areas, we finished harvesting on 17th September.

The varieties grown this year were Planet, Sassy and Laurette. Planet and Sassy did well considering the challenges, with Planet showing the best performance. We had a better yield from Planet with the straw holding up against the Islay weather and went through the combine harvester well. Overall, Planet showed less signs of stress compared to Sassy in what was a difficult year for barley on Islay. Unfortunately, the Laurette in the Stone Cottage field never got as far as the combine due to the deer*.
*Red deer come off the hill behind the distillery and eat the barley as it ripens. The stillhouse team would regularly see 20-30 deer in the Smiddy Field, each eating and flattening barley as they move around.
Despite the weather and the deer, we are pleased with this year’s crop. Growing barley on Islay is never going to be easy, otherwise everyone would be doing it, but for us the challenges are worth the reward. We now have 230 tons of Kilchoman barley stored in silos awaiting their moment to journey through the whisky-making process and become our unique Single Farm Single Malt – 100% Islay, from Barley to Bottle.

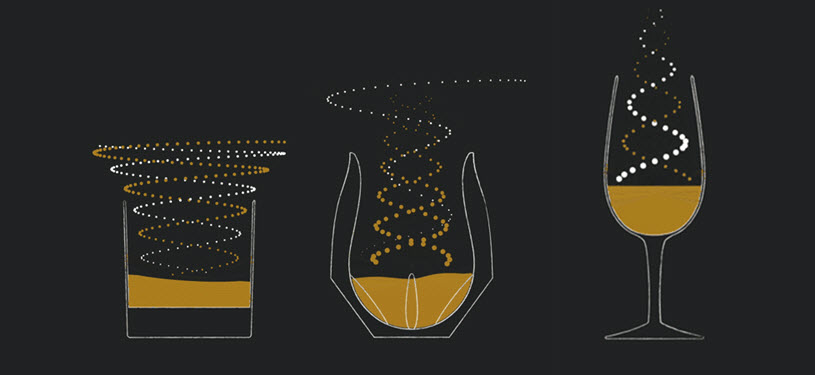
Glassware is an important factor in whisky enjoyment, a great choice of whisky glass can enhance your drinking experience by not only changing your perception of the liquid and its palette, but also by being stylish to look at. Let’s start with how the shape of the glass affects flavour.
Whisky is an alcoholic drink, produced with peated or unpeated malted barley, fermented, distilled in copper stills and matured in oak barrels, this lengthy production process creates chemical compounds, which we will call “aromatics” that define the profile of each individual single malt.
The aromatics are tiny volatile, and non, particles that along with ethanol are perceived when enjoying the nose of your favourite whisky. The shape of the glass chosen can play a big part in the reception of these aromas, as the particles will travel differently depending on the size of the glass and its rim, and could travel quicker in a bigger tumbler than in a nosing glass, resulting in two very different experiences while sampling the same dram.
Choosing a whisky glass is a complicated task, with more shapes and designs available, so what should you focus on?
Material: glass and crystal are the perfect materials to consider in the choice of your new whisky vessel, the clarity of these will allow no flavour contamination if cleaned correctly, and the transparency will enhance the colour of your dram, because the eye also wants its part!
Size: the base of the glass will increase/ decrease the aeration, pouring spirits from the bottle into a larger vessel exposes the alcohol to air both during pouring and while it sits in the glass. Spirits such as blends, bourbons and brandy are served as a small amount in a large glass to allow the drinker to swirl the alcohol around in the glass without spilling. Usually, single malts are preferred in smaller glasses to allow gradual aeration and enjoy the development of the spirit with a slower exchange, but the swirling in glass allows oxygen to come into contact with more liquid and release a little more of the aromas of the alcohol, to enhance the drinking experience.
Style: with more designs and styles to choose from, there is a glass for every whisky drinker. And with whisky being a versatile drink, which can be enjoyed in many ways, the first question to ask yourself is, how do I enjoy my whisky?
If the answer is with ice, “or on the rocks”, the selection is streamlined to only a couple of options:

Tumblers: The large neck of this glass allows multiple ice cubes to be added to your favourite drink, and one of the biggest ones in terms of capacity – varying from 200ml to 400ml, but it can vary, so make sure you have a pourer on hand! This is one of the few options without a stem, as it is mainly associated with drinking whisky on the rocks, old fashions or spirits with mixers. If you like your whisky neat, be aware that holding a tumbler will raise the temperature of your drink, as the body temperature of your hands will travel through the glass and the liquid. Our branded Tumbler is available in our shop here.

Norlan Glass: This double-walled glass is designed for the “on the rocks” and “neat” whisky drinkers in mind that enjoy a big glass. The cavity between the glass walls creates a gap between the hand and the liquid to limit the heat exchange, while the concave outer rim and narrow neck not only concentrate flavours but also create a perfect fit for lips to avoid any spillage.
The Tasting Glasses: If you want to look like a professional and discuss with your friends the secrets behind your favourite distilleries, Riedel Vinum, Glencairns and Copitas are the glasses for you.

The well-known glass brand Riedel has designed this particular item in 1994, during the renaissance of single malts, making it the first purpose-made whisky glass. If you want to hold a piece of whisky history in your hands or use it as an excuse to tell your whisky expert friends what hides behind the story of this glass, it is a great choice for timeless design.
The short stem makes it comfortable to hold from the base, and the tall neck allows for lighter aromatic compounds to be detected by most, even inexperienced, drinkers.
The Glencairn: If you have attended a whisky tasting before, you might have enjoyed a dram in this crystal glass before. Endorsed by the scotch whisky association as the official glass for whisky, used in over 90 countries, this patent glass has travelled far and for all good reasons.

Designed in 2001, Raymond Davidson, the founder of Glencairn Crystal, took it upon himself to address this issue and began designing a glass specifically for the whisky drinker. Helped by the best master blenders in Scotland, he envisaged a glass similar to a traditional sherry nosing glass (or Copita) that would encourage the user to appreciate the ‘nose’ and palate of the whisky, whilst being functional and robust enough for a bar environment. The thick stem makes it sturdy, the large base allows aeration and the narrow neck prevents the lighter aromas to escape from the glass too quickly.
Our branded Glencairn is available on our shop here.

The Copita: The Spanish name defines the provenance of this glass, typically used by the bodegas for sherry tastings, or many fortified wines, this vessel is a miniature of a wine glass. Widely used by spirits and liquor producers, it keeps flavours concentrated and easy to evaluate, it is sometimes preferred to the Glencairn for its tall stem and lid. This first feature avoids any perfume or the heat of hands to interfere with the liquid, and the lid traps all the volatile compounds to revisit later.
Whilst for whisky cocktails the glassware variety is endless, the most commonly used are tumblers for old fashions and sours, highballs for highball cocktails and long drinks, and coupes for Manhattans and vieux carre’.
Hopefully you have found the glass fit for your drinking style and if not convinced by the whole glass shape science, why not sample your favourite dram in a mug as a test, you will thank us later!
The 100% Islay 12th Edition is available from this week. This release was distilled from our 2011, 2012 and 2013 barley harvests, consisting of publican barley variety, then matured in 29 bourbon barrels and 6 oloroso sherry butts for a minimum of 8 years.
From our inception, the 100% Islay range, Islay’s only Single Farm Single Malt, was our reason for being. It represents the revival of traditional farm distilling; growing our own barley before malting, distilling, maturing and bottling every bottle of our 100% Islay range on site.

“It’s a lovely 100% Islay, rich and fruity on the nose then lots of citrus sweetness and tropical fruit on the palate with waves of peat smoke coming through on the finish,”
ANTHONY WILLS, KILCHOMAN FOUNDER
This year we have grown barley on a total of 138 acres. The harvest has begun and we are hoping for good weather to get this finished over the next week – we’ll keep you updated on our progress through our social media channels.
The 100% Islay 12th Edition will be available from Kilchoman stockists around the world from this week. Please click here for more information about where to find a bottle.
It was back in 1992 that a group of islanders got together and the current Kilchoman Distillery Isle of Islay Pipe Band was born. It was duly formed and subsequently registered with the Royal Pipe Band Association in Glasgow and since then the band have successfully been progressing their way through the grades.

Under the leadership of Nigel Morris, Pipe Major, the band won their first trophy at a competition in Pitlochry in 2006. Since then, they have progressed steadily through the grades picking up many prizes along the way. But the achievements have not stopped there, through hard work and dedication, the band have been promoted to Grade 2 and now attend all the major competitions. Most recently the band celebrated winning 3rd place in Grade 2 at the Scottish Championships! The band will now go into The World Pipe Band Championships 2022 in a couple of weeks in high spirits and determined to add to their growing list of accolades. If you’re in Glasgow on the 13th August you can go along and support them! Click here for more information.
Funding a competitive pipe band is very expensive – from weekly hire of a practice venue, maintenance of pipes, drums, uniforms and the purchase of equipment for new members to the added financial burden of traveling from an island to attend competitions on the mainland. Since 2012 Anthony Wills, Kilchoman Founder, has been very proud to sponsor and support the band on their competitive journey at all five major championships on the mainland.

As well as taking part in various competitions, the pipe band also play at a number of local events on Islay & Jura including ceilidhs, weddings and of course the annual Fèis Ìle.
Click here to find out more about Kilchoman Distillery Isle of Islay Pipe Band. Hopefully next time you’re on Islay you’ll get to enjoy them playing in person!
In the meantime, here’s a wee tune for you to enjoy from our stillhouse…
Each part of the production process at Kilchoman has an influence in creating the final liquid we fill into our bottles. One of the last processes before bottling – and the process which takes the longest time – is the maturation. At Kilchoman we’re proud to say that we warehouse 100% of our spirit on Islay, right here at the distillery.

To produce Single Malt Whisky, the legal requirement is a minimum maturation period of 3 years and 1 day, matured within oak barrels. These oak barrels come in a variety of styles, shapes and sizes and we’re going to go through some of the main varieties we use here at Kilchoman.
Once our spirit stills produce the heart of the distillation at approximately 70%ABV, this is reduced to 63.5%ABV with water from Glen Osamail burn before filling into our hand-picked casks.

Kilchoman spirit is predominately matured in Bourbon casks – a decision made by founder and Managing Director, Anthony Wills. Bourbon casks are the most widely used casks within the Single Malt industry. They are shipped to Scotland directly after being used only once due to the long-standing legislation in America. Flavour profiles that can be found from Bourbon matured Kilchoman releases can range from butterscotch and honey to vanilla. Bourbon casks are 200L in capacity, constructed using American white oak (Quercus Alba). Kilchoman Machir Bay – our award-winning core whisky – is created using close to 90% Bourbon matured spirit which allows the unique style of Kilchoman to come through with ease.

Sherry casks are our second most used for maturation at Kilchoman. We directly source each variety of sherry cask from Bodega Miguel Martin in Spain; Oloroso, Pedro Ximénez (PX) and Fino. These casks can be in the form of Hogsheads (approx. 225-250 litres) or Butts (approx. 475-500 litres). Each variety of sherry will impart its own unique flavour and aroma onto the Kilchoman spirit throughout maturation. Using Oloroso, Anthony would expect to find flavours such as dried fruits and spice alongside nutty aromas. Alternatively, using PX provides us with a sweeter sherried profile and will give added influence in dark chocolate, dates, figs, and honey. Fino offers a drier, more saline type of sherry which allows for a profile dominated by green fruits.

Cask experimentation will always play a vital role at Kilchoman and since the first cask filled in 2005, we have experimented with many varieties, some of which are Madeira, Port, and Red Wine. Our progression in cask experimentation grows as the Scotch Whisky Association (SWA) continues to ease restrictions on the variety of casks available to use for maturation. In 2019, the SWA opened the category further, allowing distilleries access to additional varieties of casks – if cask maturation is part of the traditional production process of these spirits – for example, Tequila, Mezcal and Calvados. Anthony used this is an opportunity to fill 25 Tequila and 25 Mezcal casks with some intended for finishing and some for a full maturation.

Once Anthony has chosen the cask for maturation, the casks are filled and taken to our on-site warehouses. Two styles of maturation are used at Kilchoman, dunnage and racking. Our traditional dunnage warehouses are stowed 3 high on top of earth floors. Our newly built racked warehouses are designed to stow 10 high on steel frames. Over the maturation period, we expect to see anywhere between 1.5-2% volume loss per year, otherwise known as the ‘angel’s share’.
The colour of Single Malt is often discussed during tastings. When producing Single Malt Whisky, the addition of caramel colouring (E150a) is legally authorised. If E150a is added, it can turn a lightly coloured whisky, dark. The additive acts as a modifier correcting any natural variations that may be present. It’s worth noting, E150a doesn’t affect the flavour profile but allows for uniformity, ensuring that each release is visually identical. At Kilchoman it’s important that we release natural whisky, free from additives. This means that all the colour comes exclusively from the cask. We would expect our Bourbon casks to give a golden or caramel colour to the Kilchoman spirit. Sherry casks will provide a darker, deeper finish. This means that each release may vary in colour slightly, which is the beauty of creating a natural Single Malt and something that we celebrate here at Kilchoman.
Each cask will be used for maturing Kilchoman spirit only twice. After the second use, our casks will be sold and will continue their life in the wider whisky industry. This is to ensure we have the maximum amount of flavour from the oak imparted into our whisky. It’s a common misconception that Single Malt Whisky must have significant age to be considered a great whisky, but Kilchoman demonstrates otherwise. The distillery was designed to release a ‘younger’ style of Islay Single Malt; a fine balance between producing an elegant Islay spirit, coupled with selecting the correct cask for maturation has shown quality and depth of flavour.

Comraich is a Gaelic word and translated into English, it means Sanctuary or Asylum. In Scotland during medieval times, sanctuary sites were commonplace. During those years, if you had debts, you could face a prison sentence or, even worse, death. But if you were able to make your way to a sanctuary site, you could live there indefinitely without fear of your creditors.
Sanctuary sites were marked by four cornerstones that were placed one Scottish Mile (the length of the Royal Mile in Edinburgh – 1.8km) out from a central point. In most cases, that was a church or place of worship.

On Islay, one such site was located close to the old parish church at Kilchoman, and one of the remaining stones marked with a cross is still very much visible today. One of the other stones now rests at the Islay Museum, where it was taken to be protected. The presence of these cross marked stones denotes that this was once a very important area in medieval times.

Sanctuary sites carried on in Scotland until 1880, when an act of parliament meant that debtors could no longer be jailed, but many of the markers to guide you to those old sites still exist. Like the one on Islay, or more famously, the gold S slabs on the grounds of Holyrood Palace in Scotland’s capital city.
Thankfully the world has moved on but there are times that we all need a place of ‘Comraich’ to relax, unwind and even for just the smallest time, allow us the space to forget all our troubles and enjoy a dram of Kilchoman Single Malt Scotch Whisky. This idea was the birth of our Kilchoman Comraich global network of bars, dedicated to the enjoyment of our single malt, with exclusive releases to sample.

Click here to find our Comraich Bars around the world and discover our Comraich batch releases.
For summer 2022, the Visitor Centre & Café is open seven days per week from 9:45am to 5pm.
Tours & Tastings
We offer three ‘classic tours’ daily and a limited-edition tasting and tour. Our ‘Classic tours’ take place at 10 am 1.30 pm and 2.30 pm. This is a one-hour guided tour around all our production areas, showing you the steps that go into making our single farm single malt scotch Whisky. On the way around, you get to sample two of our most popular whiskies. Classic tours are £10 per person and under 18s are welcome – click here for all the details. Drivers’ drams are also available.

Our Limited Edition Tasting & Tour runs each day at 11 am and lasts 2 hours. Accompanied by one of our guides, you will see first-hand all the processes that go into how we make our whisky. Enjoy a dram of our 100% Islay on the malt floor as we talk you through our barley-to-bottle philosophy. Followed by a tutored tasting of four of our limited-edition whiskies. The limited-edition tour and tasting is £35 per person – over 18s only. Drivers’ drams are available.
All of our tours are available to book via our website

Whisky Bar
Our tasting bar is open every day from 10am to 4.45pm. You can sample all of our current range of whiskies as well as some of our archive stock from the past 16 years. Booking is not required for this.
Café
And for anyone who wants to have something other than whisky, our on-site café is open each day too. Teas, coffees and our fabulous home-baking is available daily from 10am to 4.30pm. Our chocolate brownies are famous the world over so why not treat yourself while you are here. They go even better with a dram of Machir Bay and cream. Whisky and Chocolate what is not to like?

Our lunches which include delicious homemade soups, Cullen Skink, baked potatoes, paninis and sandwiches with various fillings are a must if you have a busy day planned on nearby Machir Bay. Lunches are served from 12noon to 3.30pm each day. Booking is advised. A large group menu is available for groups of 10 and above. For more details or to reserve a table, please contact: tours@kilchomandistillery.com or call us on 01496 850 011.

We look forward to welcoming you back and chatting all things Kilchoman with you soon.
For more information email tours@kilchomandistillery.com
Fèis Ìle 2022 was another special moment in time for Kilchoman Distillery and the Wills family – the release of our first ever 16-year-old bottling. The barrels selected were from the first 50 casks ever filled at Kilchoman, some of our most treasured and rare casks.

“I always try and find something special for the Fèis Ìle releases and with the return of people to Fèis on Islay rather than exclusively online I thought the time was right to bottle some of our oldest casks. I’d love to keep these casks in the warehouse for my own personal consumption, but they are too good not to share,” Anthony Wills, Kilchoman Founder.

We were delighted to welcome the highest number of visitors to date at the distillery on our Fèis Day this year which was on Thursday 2nd June. The atmosphere was fantastic and everyone was enjoying being back at the distillery in person after three years of being restricted to a virtual festival.
Thanks to everyone who joined us and we hope to see you in 2023! Click here for more info.
